For Architects


Proudly made 100% in the USA





Why SPI?
Our Materials



Frequently Asked Questions
- Acid Freeze Thaw Exposure
- Accelerated Aging
- Shear and Flatwise Tension Bond
- Air and Water Infiltration
- Impact Loading
- Blast Testing
- Racking Shear (simulating seismic loading)
- Wind Load Flexural
- Vibration Loading
- Fire, Flame Spread and Combustion
- Attachment Systems
- Expansion Coefficients
- Building Code Approval
- Quality Control
StoneLite® panels have passed the full scale multi-story fire evaluation in addition to other fire exposure tests, flame spread testing, and toxicity testing for assurance that the product will perform and will meet life-safety requirements.
StoneLite® panels will not support combustion. They have been subjected to the Standard Method of Test for Surface Burning Characteristics in accordance with ASTM E 84 with the following results:
- Flame Spread Index: 5
- Smoke Developed: 5
- Fuel Contributed: 0
There’s only a small “combustible” component in StoneLite® which is in the epoxy that is only exposed if the stone face cracks. The NFPA and the ICC (International Code Council) require a Flame Spread Index or 25 or less, a smoke developed of 450 or less in order to be considered Class 1 or Class A.
According to this procedure, cement asbestos board has a flame spread index = 0, and smoke developed = 0. Untreated red oak has a flame spread = 100.
The StoneLite® panel also performed well in the Evaluation of the Acute Inhalation Toxicity tests conducted in accordance with the University of Pittsburgh Test Method. It was concluded that the panels are no more toxic than Douglas Fir wood.
Fire test reports that are available on a confidential basis include ASTM E84, ASTM E108M, and NFPA 285. The UK fire test BRE BS 8414-2 is also available.
StoneLite® panels offer superior protection against failure due to seismic movement as compared to much heavier and more brittle dimensional stone.
Racking shear tests simulating seismic loading were conducted and passed in accordance with ASTM E-695. Reference Ramtech Laboratories Report No. 8125-87.
Racking shear tests were conducted on StoneLite® panels attached to steel stud framing with epoxy-set threaded inserts bolt attached to clip angles. The 8-ft. x 8-ft. assemblies were loaded to over 5,000 lbs. producing deflections of 2 1/2 inches. There was no major chipping nor damage, no disengagement, and no bond loss. When loaded to failure, the connection clips distorted and there was connection clip weld failure on the back-up framing.
Following the 1995 bombing of the A.P. Murrah Federal Building in Oklahoma City, the General Services Administration (GSA) established Security Criteria for glazing in all federal buildings. The establishment of these criteria has resulted in the increased use of blast resistant fenestration products in federal courthouses and similar government buildings.
In order to expand the use of these criteria beyond the GSA, the Interagency Security Committee (ISC) developed the ISC Security Criteria. The ISC Security Criteria was adopted and approved for use in all GSA new buildings and major modernization projects. It requires that windows and wall assemblies be designed to mitigate the hazard from flying fragments (projectiles) in the case of an explosive event. The intent of these criteria is to reduce (not necessarily eliminate) the potential hazards, recognizing that not all windows and wall assemblies will survive a bomb attack.
These criteria require that assemblies meet performance levels that correspond to specific levels of protection. Most GSA facilities fall under the Class “C” Threat Level for blast resistance. This correlates to a peak air blast pressure of 4 psi and a maximum positive phase impulse pressure of 28 psi-msec.
SPI’s StoneLite® panels underwent a Full scale Blast Test subjecting the SPI system to 8 psi air blast pressure and 49 psi-msec positive phase impulse. The initial positive blast load caused a deflection of about 2 inches, and then a milli-second later the negative load caused a deflection of about 3 inches. Following the test, there were no cracks, no chips, and no damage whatsoever in either the limestone or the granite panels.
Following Hurricane Andrew, the South Florida building code was modified to add another test due to the massive devastation created by flying debris. In the test, StoneLite® panels were subjected to a 90 psf cyclic positive-negative wind loading 1,342 times, then taken to a maximum of 135 psf.
A 2″ x 4″ x 8′ timber stud is fired several times at the panel at 50 ft. /sec. This simulates a house stud being thrown in a 100 m.p.h. wind following wind cycles of 190 m.p.h. with gusts up to 230 m.p.h.
Stone Panels’ system easily passed the hurricane wind and large missile impact requirements of Miami-Dade Florida building authority. SPI was the first U.S. lightweight reinforced stone manufacturer having South Florida building authority acceptance and have held the certification for many years.
SPI has been manufacturing StoneLite® panels with a fixed curve for over 25 years. The oldest exterior curved panels in the U.S. are on Kimbrough Hall, Washington State University in Pullman, WA, completed in 1988. The building is clad with Chantilly (French) limestone with an 18-ft. radius. SPI would prefer to limit the amount of radius on exteriors to 20-ft. for limestone and 40-ft. or more for granite and marble, especially if the stone is on the exterior side of the curve.
SPI supplied a significant amount of curved marble for the interior of the Thomas F. Eagleton Federal Courthouse in St. Louis in 2000. Traveling exhibits for Infinity and Rolex also incorporated curved limestone and marble.
StoneLite® panels are frequently installed in rainscreen or open joint construction. The majority of all SPI installations in Europe and in Canada are rainscreen. On some projects the joints are left totally open. Other projects may want gasketing material installed in the joints to keep insects out and minimize the amount of dirt that enters the cavity between the backside of our panel and the weather barrier. There are no hard set rules for rainscreen construction.
SPI does suggest attaching a vertical baffle between the StoneLite® panel and the weather barrier at all corners. The baffle can be either light gauge aluminum angle or Z-section. It provides or aids in providing pressure equalization. There can be positive wind load on any given elevation, but negative wind on an adjacent elevation. Without a baffle, higher pressure air and moisture will enter on the high pressure side, and exit on the lower pressure (or negative pressure) elevation, resulting in excessive water being drawn into the cavity.
SPI also suggests sealing the joints in all horizontal surfaces, again to prevent migration of air and water from a high pressure to a low pressure area.
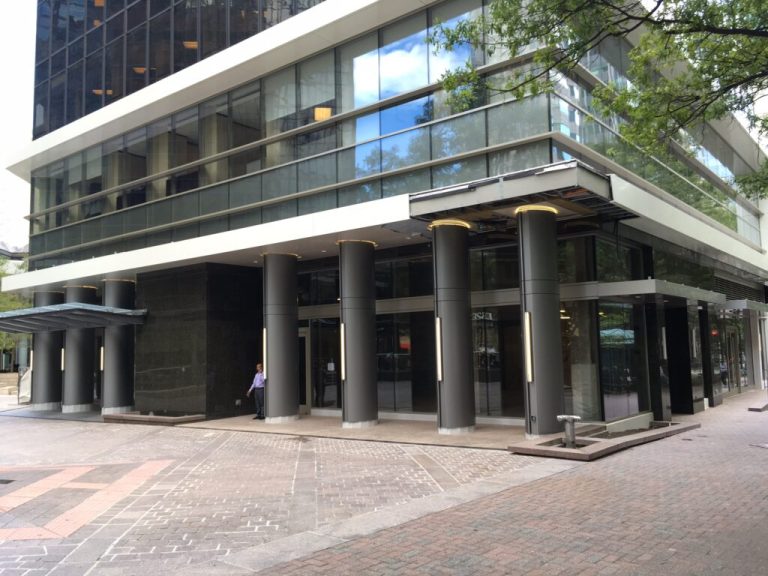
The StoneLite® system is suitable and designed for ceilings and soffits.
The installation procedure for a ceiling or soffit is nearly the same as the procedure for walls, except that interlocking channels are attached to horizontal framing rather than vertical framing. SPI does recommend provisions to prevent the panels from disconnecting if there is the possibility of a panel sliding horizontally out of the installed location.
SPI includes lengths of interlocking channels for the installer to attach to the ceiling or soffit framing. Panels are delivered with interlocking channel clips to engage in the long field installed members.
StoneLite® panels may be extended below grade as they can be exposed to moisture without deterioration. There are two concerns which should be considered. If using a soft stone like limestone, moisture will wick up and stain the stone face and salt (often used on sidewalks in the winter) will etch the face of limestone. In these instances, it is preferable to go with granite at the base. If there is heaving from frost, there should be a buffer between the stone and grade material.
There is no seal needed at the perimeter of StoneLite® panel, whether caulked joints or open (rainscreen) joints.
While individual construction materials can be evaluated for their impact on the environment and sustainability, their impact on other associated materials within the building structure also carry their own implications.
StoneLite® panels weigh less than 3.5 lbs./sq.ft. Their lightweight properties make it possible for designers and engineers to take this into account when calculating the overall loading on any given building. Substantial reductions in the structure and foundations of a building are possible and this can have a profound effect on the amount of steel and concrete required. This, in turn, makes it possible to reduce a building’s environmental impact when taking into account the energy consumption involved in the production and manufacturing of those materials.